
Сталь марки 38Х2МЮА
Сталь марки 38Х2МЮА
Марка: 38Х2МЮА
Вид поставки: сортовой прокат, в том числе фасонный: ГОСТ 4543-71, ГОСТ 2590-2006, ГОСТ 2591-2006, ГОСТ 2879-2006. Калиброванный пруток: ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 1051-73. Шлифованный пруток и серебрянка: ГОСТ 14955-77. Полоса: ГОСТ 103-2006. Поковки и кованные заготовки: ГОСТ 1133-71.
Класс: Сталь жаропрочная релаксационностойкая
Использование в промышленности: азотируемые детали: шестерни, валики, пальцы, втулки и т.д., работающие при температурах до 450 град.
Свойства и полезная информация:
Удельный вес: 7710 кг/м3
Температура ковки, °С: начала 1240, конца 800. До 50 мм охлаждение в штабелях на воздухе, 51-100 мм в ящиках.
Термообработка: Закалка 930 - 940oC, масло, Отпуск 660oC, 5ч, Охлаждение воздух,
Твердость материала: HB 10 -1 = 229 МПа
Температура критических точек: Ac1 = 800 , Ac3(Acm) = 940 , Ar1 = 730
Обрабатываемость резанием: в закаленном и отпущенном состоянии при HB 240-270 и σв=780 МПа, К υ тв. спл=0,75 и Кυ б.ст=0,55
Свариваемость материала: не применяется для сварных конструкций.
Флокеночувствительность: чувствительна.
Склонность к отпускной хрупкости: не склонна.
Дополнительная информация по марке: Особенности гидроэрозии стали 38Х2МЮА
Расшифровка марки металла 38Х2МЮА: означает, что в стали содержится 0,38% углерода, Х2 - что содержится до 2% хрома, а что количество магния и алюминия не превышает 1%, буква А в конце свидетельствует о качестве стали и минимальном содержании вредной серы и фосфора не более 0,025% каждого.
Применение для изготовления инструмента: измерительные инструменты изготовляются из высокоуглеродистых сталей У10А, У12А; легированных сталей ХГ, ХВГ, 9ХВГ, Х12, Х12М, ШХ15, 9ХС, Х09, 35ХЮА, 38Х2МЮА, (стали 35ХЮА и 38Х2МЮА применяются для азотируемого инструмента) и малоуглеродистых сталей (для цементации) 10, 15, 20, 15Х, 15ХГ, 20Х, Ст2, Ст3.
Основные требования, предъявляемые к сталям, предназначенным для изготовления измерительного инструмента, следующие: сталь должна быть износоустойчивой, хорошо обрабатываться резанием (получение чистой поверхности), должна обладать наименьшей деформацией при закалке.
Этим требованиям лучше других удовлетворяют легированные стали, такие как 38Х2МЮА.
Азотированные стали обладают весьма высокой твёрдостью (до Rc = 68). В связи с тем, что азотирование происходит при низких температурах, изделия не получают напряжений,обычных при закалке, что является основой для дальнейшего сохранения размеров. Поэтому из азотируемых сталей изготовляют инструмент наиболее сложной конфигурации и работающий в тяжёлых условиях.
Особенности стали 38Х2МЮА: ответственные нагруженные детали прецизионных машин и приборов изготовляют из сложнолегированных конструкционных сталей, например 40ХН2СВА, 38ХМЮА (старое название, новое название марки 38Х2МЮА) и т. п., обработанных на высокую прочность (σ0,2 = 150-170 кгс/мм2, σв = 170-190 кгс/мм2). Однако достигаемый комплекс свойств не всегда удовлетворяет предъявляемым требованиям. Актуальной задачей является повышение прочностных свойств в сочетании с необходимым запасом пластичности и высокой размерной стабильностью.
Для этого целесообразно использовать высокотемпературную термомеханическую обработку или кратко (ВТМО). ВТМО заключается в совмещении пластической деформации, проводимой выше температуры рекристаллизации в области существования стабильного аустенита, с немедленной закалкой. ВТМО конструкционных легированных сталей приводит к повышению прочностных свойств и пластичности, увеличивает сопротивление усталости, уменьшает склонность к обратимой и необратимой отпускной хрупкости, повышает длительную прочность. Вследствие протекания возврата и даже начальных стадий рекристаллизации в процессе высокотемпературной деформации, а также наследования мартенситом дислокационной структуры аустенита образующаяся при ВТМО субструктура характеризуется повышенной механической и термической устойчивостью. Это позволяет сохранить эффект обработки после высокотемпературного отпуска и повторной закалки.
Такая структура должна обеспечивать высокое сопротивление стали микропластическим деформациям при комнатной и повышенной температурах. В связи с этим, была исследована возможность использования ВТМО для повышения сопротивления микропластическим деформациям легированных конструкционных сталей.
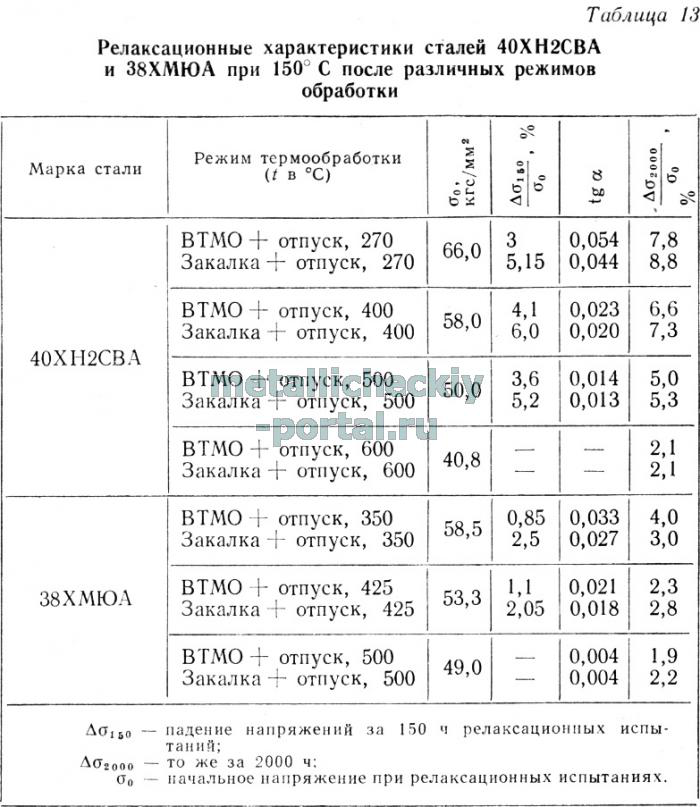
Для исследования выбраны стали 40ХН2СВА и 38ХМЮА, применяемые для ответственных деталей машин и приборов. ВТМО производили посредством осадки на 50% отрезанных от прутка заготовок и их закалки в масле. Предварительно заготовки перековывали с перепутыванием волокна с целью устранения текстуры. Заготовки перед деформацией нагревали до 950° С, температура окончания деформации составляла 880-900° С. Заготовки, не подвергавшиеся деформации, закаливали с оптимальной для этих сталей температуры 920° С. После отпуска при различных температурах электроискровым методом вырезали заготовки образцов таким образом, чтобы исключить влияние зон затрудненной деформации. Предел упругости и механические свойства определяли при растяжении, релаксационные испытания проводили при изгибе на кольцевых образцах.

Релаксационная стойкость стали после ВТМО выше, чем после обычной закалки и аналогичного отпуска. Однако этот эффект связан с возрастанием релаксационной стойкости лишь в первоначальный период испытаний. После всех режимов отпуска относительное падение напряжений за 150 ч испытаний примерно в 1,5 раза меньше для образцов, подвергнутых ВТМО.
Скорость релаксации напряжений во втором периоде можно оценивать по тангенсу угла а наклона прямолинейного участка кривой In о - t к оси абсцисс. В образцах после ВТМО падение напряжений на 7-18% больше в сравнении с образцами после обычной закалки.
Таким образом, оказывая благоприятное влияние на повышение сопротивления стали микропластическим деформациям при кратковременном нагружении и прочностные свойства, ВТМО не имеет существенных преимуществ перед обычной закалкой в отношении повышения сопротивления стали микропластическим деформациям при длительных испытаниях в условиях релаксации напряжений.
Рассмотрим полученные экспериментальные данные, исходя из известных представлений о структурных изменениях в стали при ВТМО.
Высокотемпературная деформация аустенита при ВТМО приводит к повышению плотности дефектов в аустените и созданию устойчивых конфигураций дислокаций в связи с процессами полигонизации и начальных стадий рекристаллизации аустенита. В результате «наследования» мартенситом дислокационной структуры аустенита при ВТМО образуется относительно стабильная фрагментированная структура мартенсита с повышенной плотностью дефектов. Повышение стабильности структуры при ВТМО также связано с уменьшением степени пересыщенности мартенсита углеродом (по-видимому, благодаря образованию сегрегаций на дислокациях).
Очевидно, указанные изменения структуры, наряду с дополнительными эффектами ВТМО (измельчением зерна, образованием дисперсных карбидов и др.), должны оказывать благоприятное влияние на характеристики сопротивления стали микропластическим деформациям при кратковременном и длительном нагружениях. В связи с этим полученные эффекты повышения предела упругости и релаксационной стойкости в начальный период релаксации после ВТМО исследованных сталей вполне закономерны. Однако в условиях длительных релаксационных испытаний при 150° С проявляется нестабильность структуры, связанная с более высокой плотностью дефектов (или с более высоким запасом свободной энергии) после ВТМО в сравнении с обычной закалкой. По-видимому, отдельные дислокационные группы, образовавшиеся в результате ВТМО и являющиеся стабильными при кратковременных испытаниях, в условиях длительных испытаний под совместным воздействием температуры, напряжений и термических флуктуаций становятся относительно нестабильными. Поэтому во времени могут проходить процессы их перераспределения в направлении более устойчивых образований, что приводит к понижению релаксационной стойкости во втором периоде испытаний. После отпуска при 500° С и выше не наблюдается понижения релаксационной стойкости стали во втором периоде испытаний. Однако при этом значительно понижаются их прочностные свойства и предел упругости.
Из изложенного следует, что практическое использование благоприятного влияния высокотемпературной термомеханической обработки на сопротивление микропластическим деформациям конструкционной легированной стали, обработанной на высокую прочность, целесообразно для изделий с относительно небольшим ресурсом работы (порядка 150-300 ч).
Марка: 38Х2МЮА
Вид поставки: сортовой прокат, в том числе фасонный: ГОСТ 4543-71, ГОСТ 2590-2006, ГОСТ 2591-2006, ГОСТ 2879-2006. Калиброванный пруток: ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 1051-73. Шлифованный пруток и серебрянка: ГОСТ 14955-77. Полоса: ГОСТ 103-2006. Поковки и кованные заготовки: ГОСТ 1133-71.
Класс: Сталь жаропрочная релаксационностойкая
Использование в промышленности: азотируемые детали: шестерни, валики, пальцы, втулки и т.д., работающие при температурах до 450 град.
| Химический состав в % стали 38Х2МЮА | ||
| C | 0,35 - 0,42 |
 |
| Si | 0,2 - 0,45 | |
| Mn | 0,3 - 0,6 | |
| Ni | до 0,3 | |
| S | до 0,025 | |
| P | до 0,025 | |
| Cr | 1,35 - 1,65 | |
| Mo | 0,15 - 0,25 | |
| Al | 0,7 - 1,1 | |
| Cu | до 0,3 | |
| Fe | ~95 | |
Свойства и полезная информация:
Удельный вес: 7710 кг/м3
Температура ковки, °С: начала 1240, конца 800. До 50 мм охлаждение в штабелях на воздухе, 51-100 мм в ящиках.
Термообработка: Закалка 930 - 940oC, масло, Отпуск 660oC, 5ч, Охлаждение воздух,
Твердость материала: HB 10 -1 = 229 МПа
Температура критических точек: Ac1 = 800 , Ac3(Acm) = 940 , Ar1 = 730
Обрабатываемость резанием: в закаленном и отпущенном состоянии при HB 240-270 и σв=780 МПа, К υ тв. спл=0,75 и Кυ б.ст=0,55
Свариваемость материала: не применяется для сварных конструкций.
Флокеночувствительность: чувствительна.
Склонность к отпускной хрупкости: не склонна.
Дополнительная информация по марке: Особенности гидроэрозии стали 38Х2МЮА
| Механические свойства стали 38Х2МЮА | ||||||||
| ГОСТ | Состояние поставки, режим термообработки | Сечение, мм | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (Дж / см2) | НВ, не более |
| ГОСТ 4543-71 | Пруток. Закалка 940 °С, вода или масло. Отпуск 640 °С, вода или масло | 30 | 835 | 980 | 14 | 50 | 88 | - |
| ГОСТ 8479-70 | Поковки. Закалка. Отпуск | 100-300 | 590 | 735 | 13 | 40 | 49 | 235-277 |
| Закалка 930-950 °С, масло или вода. | 60 | 880 | 1030 | 18 | 52 | - | 250-300 | |
|
|
Отпуск 640-680 °С, воздух | 100 | 730 | 880 | 10 | 45 | 59 | - |
|
|
|
200 | 590 | 780 | 10 | 45 | 59 | - |
|
|
Закалка 950 °С, масло. | 120 | 780-880 | 930-1030 | дек.15 | 35-45 | 69-98 | 285-302 |
|
|
Отпуск 550 °С, масло | |||||||
| Твердость стали 38Х2МЮА после азотирования | |
| Режим термообработки | HВ (HV) |
| Закалка 930-950 °С, масло или вода. Отпуск 640-680 °С, воздух. | Сердцевины 269-300, |
| Азотирование 520-540 °С, с печью до 100 °С | поверхности (850-1050) |
| Механические свойства стали 38Х2МЮА в зависимости от сечения | |||||||
| Сечение, мм | Место вырезки образца | σ0,2 (МПа) | σв(МПа) | δ4 (%) | ψ % | KCU (Дж / см2) | HB |
| Закалка 930-950 °С, масло или воздух. Отпуск 640-680 °С, воздух | |||||||
| 60 | - | 880 | 1030 | 18 | 52 | - | 250-300 |
| 100 | - | 730 | 880 | 10 | 45 | 59 | - |
| 200 | - | 590 | 780 | 10 | 45 | 59 | - |
| Закалка 940 °С, масло. Отпуск 600 °С | |||||||
| 30 | Ц | 780 | 910 | 17 | 53 | 115 | - |
| Закалка 940 °С, через воду в масло. Отпуск 600 °С | |||||||
| 50 | Ц | 830 | 950 | 16 | 50 | 102 | - |
| 80 | Ц | 830 | 940 | 15 | 50 | 48 | - |
| 140 | Ц | 780 | 920 | 15 | 48 | 41 | - |
| 180 | Ц | 710 | 860 | 15 | 47 | 36 | - |
|
|
К | 780 | 930 | 14 | 48 | 39 | - |
| 220 | Ц | 730 | 880 | 15 | 43 | 35 | - |
|
|
К | 800 | 930 | 16 | 43 | 34 | - |
| Механические свойства стали 38Х2МЮА в зависимости от температуры отпуска | ||||||
| Температура отпуска, °С | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (Дж / см2) | HB |
| Закалка 900 °С, масло | ||||||
| 300 | 1660 | 1810 | 8 | 43 | 39 | 550 |
| 400 | 1520 | 1670 | 10 | 39 | 10 | 600 |
| 500 | 1270 | 1420 | 10 | 44 | 29 | 450 |
| 600 | 1080 | 1180 | 12 | 60 | 78 | 370 |
| Механические свойства стали 38Х2МЮА при повышенных температурах | |||||
| Температура испытаний, °С | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (Дж / см2) |
| Пруток. Закалка 930-940 °С, масло. Отпуск 660 °С, 5 часов, воздух. НВ≥255 | |||||
| 20 | 650 | 800 | 17 | 64 | 157 |
| 200 | 580 | 780 | 17 | 56 | 152 |
| 300 | 570 | 810 | 18 | 58 | 127 |
| 400 | 550 | 720 | 20 | 63 | 127 |
| 500 | 420 | 470 | 25 | 81 | 98 |
| 600 | 270 | 300 | 26 | 89 | 98 |
| Образец диаметром 10 мм, длиной 50 мм, прокатанный и отожженный. | |||||
| Скорость деформирования 20 мм/мин. Скорость деформации 0,007 1/с | |||||
| 800 | 98 | 110 | 66 | 95 | - |
| 900 | 66 | 84 | 57 | 97 | - |
| 1000 | 39 | 49 | 66 | 98 | - |
| 1100 | 22 | 32 | 77 | 100 | - |
| 1200 | 15 | 22 | 77 | 100 | - |
| Механические свойства стали 38Х2МЮА при 20 °С в зависимости от тепловой выдержки | |||||||
| Режимы термообработки | Температура, °С | Время выдержки, ч | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (Дж / см2) |
| Закалка 930-940 °С, масло. | 500 | 5000 | 640 | 800 | 20 | 60 | 152 |
| Отпуск 660 °С | 550 | 5000 | 550 | 710 | 23 | 63 | 171 |
| Механические свойства стали 38Х2МЮА при испытании на длительнуя прочность | ||
| Предел ползучести, МПа | Скорость ползучести, %/ч | Теспература, °С |
| 196 | 1/1000000 | 450 |
| 82 | 1/1000000 | 500 |
| 14 | 1/1000000 | 550 |
| Предел выносливости стали 38Х2МЮА | ||
| σ-1, МПА | n | Термообработка |
| 392-480 | 107 | Закалка 940 °C, масло. Отпуск 660 °C, 5 ч, воздух. σ0,2=650 МПа, σв=810 МПа, НВ 255 |
| 608-617 | - | Закалка 940 °C, масло. Азотирование 500 °C, 48 ч |
| Прокаливаемость стали 38Х2МЮА | ||||||||||
| Расстояние от торца, мм | Примечание | |||||||||
| 1,5 | 3 | 6 | 9 | 12 | 18 | 24 | 30 | 36 | 42 | Закалка 870 °С |
| 52 | 52 | 51,5 | 49,5 | 48,5 | 45,5 | 44 | 43,5 | 43,5 | 42,5 | Твердость для полос прокаливаемости, HRC |
| Критический диаметр в воде | Критический диаметр в масле |
| 70 | 45 |
Расшифровка марки металла 38Х2МЮА: означает, что в стали содержится 0,38% углерода, Х2 - что содержится до 2% хрома, а что количество магния и алюминия не превышает 1%, буква А в конце свидетельствует о качестве стали и минимальном содержании вредной серы и фосфора не более 0,025% каждого.
Применение для изготовления инструмента: измерительные инструменты изготовляются из высокоуглеродистых сталей У10А, У12А; легированных сталей ХГ, ХВГ, 9ХВГ, Х12, Х12М, ШХ15, 9ХС, Х09, 35ХЮА, 38Х2МЮА, (стали 35ХЮА и 38Х2МЮА применяются для азотируемого инструмента) и малоуглеродистых сталей (для цементации) 10, 15, 20, 15Х, 15ХГ, 20Х, Ст2, Ст3.
Основные требования, предъявляемые к сталям, предназначенным для изготовления измерительного инструмента, следующие: сталь должна быть износоустойчивой, хорошо обрабатываться резанием (получение чистой поверхности), должна обладать наименьшей деформацией при закалке.
Этим требованиям лучше других удовлетворяют легированные стали, такие как 38Х2МЮА.
Азотированные стали обладают весьма высокой твёрдостью (до Rc = 68). В связи с тем, что азотирование происходит при низких температурах, изделия не получают напряжений,обычных при закалке, что является основой для дальнейшего сохранения размеров. Поэтому из азотируемых сталей изготовляют инструмент наиболее сложной конфигурации и работающий в тяжёлых условиях.
Особенности стали 38Х2МЮА: ответственные нагруженные детали прецизионных машин и приборов изготовляют из сложнолегированных конструкционных сталей, например 40ХН2СВА, 38ХМЮА (старое название, новое название марки 38Х2МЮА) и т. п., обработанных на высокую прочность (σ0,2 = 150-170 кгс/мм2, σв = 170-190 кгс/мм2). Однако достигаемый комплекс свойств не всегда удовлетворяет предъявляемым требованиям. Актуальной задачей является повышение прочностных свойств в сочетании с необходимым запасом пластичности и высокой размерной стабильностью.
Для этого целесообразно использовать высокотемпературную термомеханическую обработку или кратко (ВТМО). ВТМО заключается в совмещении пластической деформации, проводимой выше температуры рекристаллизации в области существования стабильного аустенита, с немедленной закалкой. ВТМО конструкционных легированных сталей приводит к повышению прочностных свойств и пластичности, увеличивает сопротивление усталости, уменьшает склонность к обратимой и необратимой отпускной хрупкости, повышает длительную прочность. Вследствие протекания возврата и даже начальных стадий рекристаллизации в процессе высокотемпературной деформации, а также наследования мартенситом дислокационной структуры аустенита образующаяся при ВТМО субструктура характеризуется повышенной механической и термической устойчивостью. Это позволяет сохранить эффект обработки после высокотемпературного отпуска и повторной закалки.
Такая структура должна обеспечивать высокое сопротивление стали микропластическим деформациям при комнатной и повышенной температурах. В связи с этим, была исследована возможность использования ВТМО для повышения сопротивления микропластическим деформациям легированных конструкционных сталей.
Для исследования выбраны стали 40ХН2СВА и 38ХМЮА, применяемые для ответственных деталей машин и приборов. ВТМО производили посредством осадки на 50% отрезанных от прутка заготовок и их закалки в масле. Предварительно заготовки перековывали с перепутыванием волокна с целью устранения текстуры. Заготовки перед деформацией нагревали до 950° С, температура окончания деформации составляла 880-900° С. Заготовки, не подвергавшиеся деформации, закаливали с оптимальной для этих сталей температуры 920° С. После отпуска при различных температурах электроискровым методом вырезали заготовки образцов таким образом, чтобы исключить влияние зон затрудненной деформации. Предел упругости и механические свойства определяли при растяжении, релаксационные испытания проводили при изгибе на кольцевых образцах.
Релаксационная стойкость стали после ВТМО выше, чем после обычной закалки и аналогичного отпуска. Однако этот эффект связан с возрастанием релаксационной стойкости лишь в первоначальный период испытаний. После всех режимов отпуска относительное падение напряжений за 150 ч испытаний примерно в 1,5 раза меньше для образцов, подвергнутых ВТМО.
Скорость релаксации напряжений во втором периоде можно оценивать по тангенсу угла а наклона прямолинейного участка кривой In о - t к оси абсцисс. В образцах после ВТМО падение напряжений на 7-18% больше в сравнении с образцами после обычной закалки.
Таким образом, оказывая благоприятное влияние на повышение сопротивления стали микропластическим деформациям при кратковременном нагружении и прочностные свойства, ВТМО не имеет существенных преимуществ перед обычной закалкой в отношении повышения сопротивления стали микропластическим деформациям при длительных испытаниях в условиях релаксации напряжений.
Рассмотрим полученные экспериментальные данные, исходя из известных представлений о структурных изменениях в стали при ВТМО.
Высокотемпературная деформация аустенита при ВТМО приводит к повышению плотности дефектов в аустените и созданию устойчивых конфигураций дислокаций в связи с процессами полигонизации и начальных стадий рекристаллизации аустенита. В результате «наследования» мартенситом дислокационной структуры аустенита при ВТМО образуется относительно стабильная фрагментированная структура мартенсита с повышенной плотностью дефектов. Повышение стабильности структуры при ВТМО также связано с уменьшением степени пересыщенности мартенсита углеродом (по-видимому, благодаря образованию сегрегаций на дислокациях).
Очевидно, указанные изменения структуры, наряду с дополнительными эффектами ВТМО (измельчением зерна, образованием дисперсных карбидов и др.), должны оказывать благоприятное влияние на характеристики сопротивления стали микропластическим деформациям при кратковременном и длительном нагружениях. В связи с этим полученные эффекты повышения предела упругости и релаксационной стойкости в начальный период релаксации после ВТМО исследованных сталей вполне закономерны. Однако в условиях длительных релаксационных испытаний при 150° С проявляется нестабильность структуры, связанная с более высокой плотностью дефектов (или с более высоким запасом свободной энергии) после ВТМО в сравнении с обычной закалкой. По-видимому, отдельные дислокационные группы, образовавшиеся в результате ВТМО и являющиеся стабильными при кратковременных испытаниях, в условиях длительных испытаний под совместным воздействием температуры, напряжений и термических флуктуаций становятся относительно нестабильными. Поэтому во времени могут проходить процессы их перераспределения в направлении более устойчивых образований, что приводит к понижению релаксационной стойкости во втором периоде испытаний. После отпуска при 500° С и выше не наблюдается понижения релаксационной стойкости стали во втором периоде испытаний. Однако при этом значительно понижаются их прочностные свойства и предел упругости.
Из изложенного следует, что практическое использование благоприятного влияния высокотемпературной термомеханической обработки на сопротивление микропластическим деформациям конструкционной легированной стали, обработанной на высокую прочность, целесообразно для изделий с относительно небольшим ресурсом работы (порядка 150-300 ч).